
ČýÁâPLCĩÄÉîķČé_°lž°ÔÚëåŨÔÓūÉÏĩÄŠÓÃ
http://www.0374v.cn
ÕŠŌŠ: ąūÎÄŌÔČýÁâFX2N PLCéŧųĩAĢŽ―é―BÁËPLCĩÄÉîķČé_°lž°ß\ÓÃÓÚëåŨÔÓūĩÄĀýĄĢÔŨÔÓūūßÓÐÐÐÜÓŨũŋÉė`ŧîÔOķĻĄĒÓBÐÞļÄĢŽŨÔÓĪÎŧĄĒāëŧÖÍĩČÓÃđĶÄÜĄĢīËÍâß―é―BÁËPLCšÍÉÏÎŧÎĒCĩÄÍĻÓĢŽŌÔž°Ó|Ãþï@ĘūÆÁŨũéČËC―įÃæĩÄŽFĄĢ
ĄĄĄĄęPæIÔ~: ëåŨÔÓūĢŧPLCĢŧČËC―įÃæ
ĄĄĄĄAbstract: On the basis of Mitsubishi FX2N PLC, this paper introduces the deep development of PLC and its application in an electroplating autoline. It has the functions such as flexible setting,dynamic modifying, original position recognized and recovers after power failed. The communication between PLC and PC and a Man-Machine Interface are introduced too.
ĄĄĄĄKeywords: electroplating autoline PLC Man-Machine Interface
ĄĄĄĄ
ĄĄĄĄ1 ŌýŅÔ
ĄĄĄĄ ŋÉūģĖŋØÖÆÆũ(PLC)ŌÔÆäß\ÐÐŋÉŋŋĄĒŌŨWŌŨÓÃĄĒŋđļÉ_ÐÔĩČĖØücĢŽÔÚđĪIŋØÖÆÖÐĩÃĩ―V·šŠÓÃĄĢČŧķøÝ^ķāĩÄŠÓÃÖŧĘĮļųþđĪËūÖÆÏāŠĩÄĖÝÐÎDĢŽÓÃŌÔīúĖæũ―yĩÄĀ^ëÆũëÆũŋØÖÆū·ĢŽđĶÄÜ·ĮģĢÓÐÏÞĄĢ―üÄęíļũ·NÐÍĖĩÄPLC ÔÚđĶÄÜÉÏŌŅ―ÓÐÁËOīóĩÄĖáĢŽÔĘÔSÓÃôŨöÔSķāĩŨÓēŲŨũĢŽŨšõŋÉŌÔÏóÎÆŽCŌŧÓė`ŧîĢŽžÓÉÏÓÐąķāĩÄÍâúÔOäŋÉŌÔßxÓÃĢŽß@ūÍ―oÜžþĄĒÓēžþÔOÓ§íÁËšÜīóĩÄė`ŧîÐÔšÍÏČßMÐÔĄĢąūÎÄÍĻß^ČýÁâFX2N-PLC ÔÚŌŧlëåŨÔÓūÉÏĩÄŠÓÃĢŽÕfÃũČįšÎģä·Öé_°lPLC ĩÄÏČßMđĶÄÜĢŽß_ĩ―ÐÐÜÓŨũĩÄė`ŧîÔOķĻĄĒÓBÐÞļÄĩÄđĶÄÜĢŽ
ĄĄĄĄŌÔž°āëŧÖÍĄĒÍĻÓĄĒÐÂÐÍČËC―įÃæĩÄŠÓÃĄĢ
ĄĄĄĄ
ĄĄĄĄ2 Ïĩ―yš―é
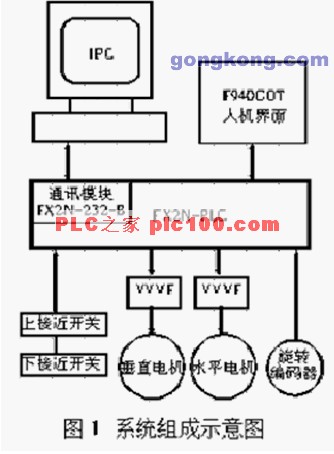
ĄĄĄĄ Ïĩ―yēÉÓÞŊÉĒŋØÖÆĢŽ
ĒŌD1ĢŽÉÏÎŧCĘđÓÃđĪŋØÎĒCĢŽØØđĪËÕ{ķČĄĒŲ|ÁŋđÜĀíĩČšęÓ^ŋØÖÆĢŧÏÂÎŧCĘđÓÃČýÁâFX2N-PLCĢŽŋØÖÆÐÐÜĩÄÓŨũĄĢÐÐÜĩõđīĢĻĖáÉýëåđĪžþÓÃĢĐĩÄīđÖąķĻÎŧēÉÓÃ―Ó―üé_ęPĢŽËŪÆ―ķĻÎŧēÉÓÃÐýÞDūīaÆũĢŽīđÖąšÍËŪÆ―ĩÄß\ÓķžĘđÓÃŨîlŋØÖÆÆÕÍĻ―ŧÁũŪē―ëCíōÓĢŽŋØÖÆÃæ°åĘđÓÃČýÁâĩÄF940GOT Ó|ÃþÆÁČËC―įÃæĄĢ
ĄĄĄĄ
ĄĄĄĄ3 PLC ĩÄŠÓÃ
ĄĄĄĄ
ĄĄĄĄ3.1 ÓŨũąí
ĄĄĄĄ ÐÐÜÓŨũo·ĮūÍĘĮÉÏÏÂŨóÓŌĘÜŋØŌÆÓĢŽ°īÕÕĩÄíÐō(žīÓŨũąí)ÍęģÉŌŧÏĩÁÐĩÄÓŨũĄĢŌŠĮóÓÐŨĖŨÓŨũąíŋÉŌÔßxņĢŽÓŨũŋÉŌÔėoBÐÞļÄĢŽŌēŋÉŌÔÔÚß\ÐÐrÓÉÉÏÎŧCÓBÐÞļÄĄĢß@·NŌŠĮóČôĘĮHÓÚÎĩÄĖÝÐÎDĘĮo·ĻŽFĩÄĢŽŌōéÓŨũķžĘĮÓÉĖÝÐÎDÖÐĩÄÓ|ücÖļÁîŽFĢŽķøĖÝÐÎDÖļÁîÔÚß\ÐÐrĘĮēŧÄÜÐÞļÄĩÄĄĢŽFÔÚĩÄFX2N-PLC ÔöžÓÁËÔSķāŠÓÃÖļÁî(ĩŨÓēŲŨũĢŽÏāŪÓÚÎĒCĩÄ
RūÖļÁî)ĢŽŌÔž°ĖáđĐÁËÔSķāŋÉđĐÓÃôĘđÓÃĩÄĩþīæĶÎÔŠĢŽēĒĮŌÓÐég―ÓĪÖ·đĶÄÜĢŽß@ūÍĘđąí―YēŲŨũģÉéŋÉÄÜĄĢÔÚß@ĀïĢŽÎŌ°ŅÐÐÜĩÄŌŧÓŨũķĻÁxéĢšĄ°ĩ―ŨĖđĪÎŧÉÏÉýĢŽÔŲĩ―ŨĖđĪÎŧÏÂ―ĩĄąĢŽŧōÕßĘĮĄ°ŅÓrŨÃ륹ĢŽÃŋÓŨũÓÉŌŧŨÖ(16 Îŧ)―MģÉĢŽÃŋÓŨũąíÓÉČôļÉÓŨũŨÖ―MģÉĢŽ·ÅÔÚPLC ĩÄĩþžÄīæÆũĀïĢŽÓŨũąíÓÉPLC ģĖÐōģõĘžŧŊĢŽŌēŋÉŌÔÔÚß\ÐÐrÍĻß^īŪÐÐÍĻÓÓÉÉÏÎŧCŨxČĄšÍÐÞļÄĢŽPLC ģĖÐōÔÚß\ÐÐrÖŧĘĮēŧāĩØ―âášÍĖÐÐÓŨũąíĄĢ
3.2 ÓŨũĩÄ―âášÍĖÐÐ
ĄĄĄĄ ÓŨũŨÖÓÐ3 ·NĢšÐÐÜÓŨũŨÖĄĒŅÓrÓŨũŨÖĄĒ―YĘøËÖūĄĢ
ĄĄĄĄ
ĄĄĄĄ(1) ÐÐÜÓŨũŨÖĢš
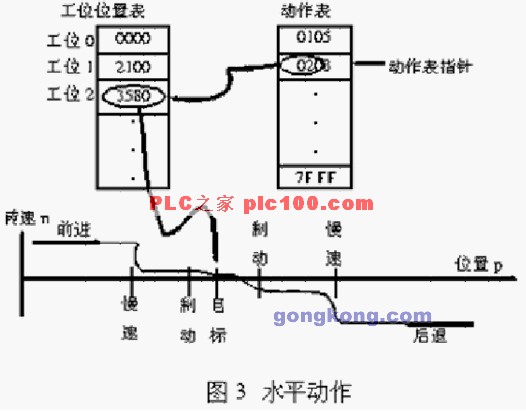
ĄĄĄĄ ÓŨũŨÖĩÄŨÖđąíĘūĄ°ÉÏÉýËųĩ―ĩÄđĪÎŧĖĄąĢŽ ĩÍŨÖđąíĘūĄ°ÏÂ―ĩËųĩ―ĩÄđĪÎŧĖĄąĢŽĀýČįĢšĄ°0205ĄąąíĘūŨÐÐÜé_ĩ―02 ĖđĪÎŧĢŽÉÏÉýĢŽÔŲé_ĩ―05 ĖđĪÎŧĢŽÏÂ―ĩĄĢ
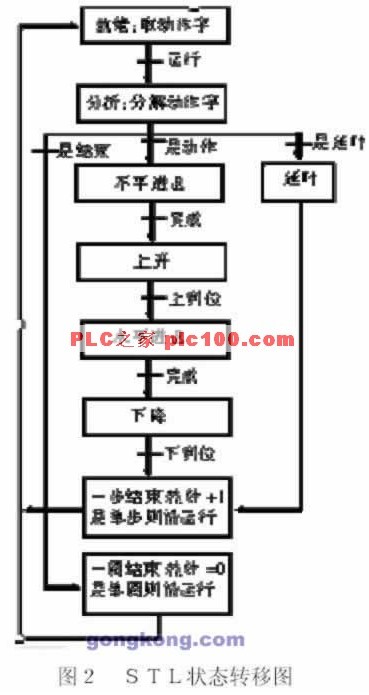
ĄĄĄĄ ÓÉÓÚŌŧÐÐÜÓŨũŨÖąíĘūĩÄĘĮšęÓŨũĢŽÓÉĢšĄ°Į°ßMŧōšóÍËĢŽËŪÆ―ĩ―ÎŧĢŽÉÏÉýĢŽÉÏĩ―ÎŧĢŽÔŲĮ°ßMŧōšóÍËĢŽËŪÆ―ĩ―ÎŧĢŽÏÂ―ĩĢŽÏÂĩ―ÎŧĢŽÍęģÉĄąŨÎĒÓŨũ―MģÉĢŽÍĻß^FX2N-PLC ĩÄē―ßMëAĖÝÖļÁîSTL ŽF·ĮģĢšÏßmĄĢÎŌŋÉŌÔ°ŅÐÐÜĩÄšęÓŨũ·Ö―âéŨ îBĢŽÔÚĩ―ÎŧrßMÐÐ îB
ĄĄĄĄÞDŌÆĄĢ
ĒŌD2 ĩÄSTL îBÞDŌÆDĄĢ
ĄĄĄĄ īđÖąĩ―ÎŧąČÝ^šÎĢŽÓÃÉÏÏÂĩ―Îŧ―Ó―üé_ęPÖą―ÓŋØÖÆžīŋÉĄĢ
ËŪÆ―ĩ―ÎŧÉÔÎĒÍësŌŧÐĐĄĢÔÚģĖÐōģõĘžŧŊrĒÃŋđĪÎŧĩÄĘī_ÎŧÖÃËÍĩ―ĩþžÄīæÆũĀïĢŽ·QŨöđĪÎŧÎŧÖÃąíĢŽÃŋđĪÎŧĩÄëHÎŧÖÃĩþÍĻß^yĩÃĩ―ĄĢÓŨũąíĄĒđĪÎŧÎŧÖÃąíĄĒÐÐÜËŪÆ―ß\ÓĩÄęPÏĩÕ
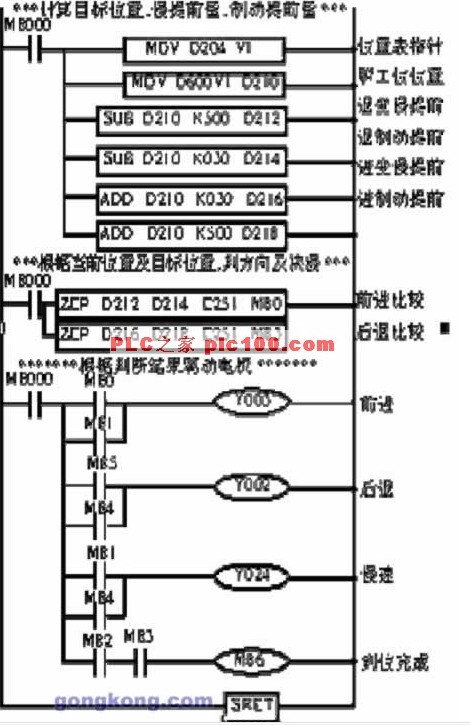
ĒŌD3ĄĢß\ÐÐrÍĻß^ÐýÞDūīaÆũĩÃĩ―ÐÐÜĩÄŪĮ°ÎŧÖÃĢŽÃŋšÁÃŨīóžs°l3 Ã}_ĄĢÔÚŨöËŪÆ―ÓŨũrĢŽÏČČĄģöÓŨũŨÖĢŽ·ÖëxĩÍŨÖđĢŽĩÃĩ―ÄŋËđĪÎŧĖĢŽĒīËđĪÎŧĖŨũéđĪÎŧÎŧÖÃąíĩÄÆŦŌÆÁŋĢŽÓÃég―ÓĪÖ··―·ĻĩÃĩ―ÄŋËđĪÎŧÎŧÖÃĢŽČôŪĮ°ÎŧÖÃīóÓÚÄŋËÎŧÖÃtÁîÐÐÜšóÍËĢŽ·īÖŪtĮ°ßMĢŽÖąĩ―ÐÐÜĩ―ÄŋËÎŧÖÃĮ°ŌŧĖáĮ°ÁŋrĢŽÁîÐÐÜÞDéÂýËŲĢŧŪÐÐÜĩ―ÄŋËÎŧÖÃĮ°ÁíŌŧĖáĮ°ÁŋrĢŽÁîÐÐÜÖÆÓĄĢß@ķþĖáĮ°ÁŋķžļųþëHĮéržÓŌÔÕ{ÕûĢŽÂýËŲĖáĮ°ÁŋÍĻģĢé°ëđĪÎŧégļôĢŽÖÆÓĖáĮ°ÁŋļųþëHĩÄÐÐÜËŲķČĄĒTÐÔķøķĻĄĢ―ß^Õ{ÕûĢŽ―KķĻÎŧūŦķČŋÉŌÔß_ĩ―ĄĀ1mm ŨóÓŌĄĢ
ĄĄĄĄ D4 ĘĮÐÐÜËŪÆ―ĖĀíŨÓģĖÐōĢŽÔÚķþËŪÆ―ßMÍËSTL îBÖÐÏČÔOÖÚÃÄŋËđĪÎŧĢŽÔŲÕ{ÓÃÔŨÓģĖÐōĢŽÐÐÜūÍþĮ°ßMŧōšóÍËĢŽÖąĩ―ÄŋËÎŧÖÃÍĢÏÂíĢŽ°lģöÍęģÉËÖūM86ĢŽžīŋÉÞDČëÏÂŌŧSTL îBĄĢ
ĄĄĄĄ
ĄĄĄĄ(2) ŅÓrÓŨũŨÖĢš
ĄĄĄĄ ŅÓrÓŨũŨÖĩÄŨÖđÓÃ7EH ŨũéËŨRĢŽĩÍŨÖđéŅÓrÖĩĢŽČįĄ°7E30ĄąĄĢŅÓrÓŨũąČÝ^šÎĢŽČĄģöÓŨũŨÖĢŽ·ÖÎöŌŧÏÂČôĘĮŅÓrÓŨũĢŽĒŅÓrÖĩËÍŅÓrķĻrÆũūÍŋÉŌÔÁËĄĢŌÔĮ°ĩÄPLC ķĻrÆũģĢĩÔÚĖÝÐÎDÖÐÔOķĻĢŽß\ÐÐrēŧÄÜļÄŨĢŽFX2N-PLC ķĻrÆũÔĘÔSĒĩþīæĶÆũĩÄČČÝŨũéķĻrÖĩĢŽēÅĘđÔÚß\ÐÐrļÄŨķĻrģĢĩģÉéŋÉÄÜĄĢ
ĄĄĄĄ
ĄĄĄĄ(3) ―YĘøËÖūĢš
ĄĄĄĄ ÃŋÓŨũąíÓÃ7FFFH Ũũé―YĘøËÖūĢŽĖÐÐĩ――YĘøËÖūąíĘūŌŧČĶŨöÍęĄĢČôĘĮÎČĶÄĢĘ―ĩÄÔūÍ
ĄĄĄĄßMČëÍĢÖđ îBĢŽČôĘĮßBĀmÄĢĘ―ĩÄÔūÍŨÓŨũąíÖļáÖØÐÂÖļÏōąíĘŨĢŽĀ^Āmß\ÐÐĄĢ
ĄĄĄĄ
ĄĄĄĄ3.3 ŨÔÓÐĢÕý
ĄĄĄĄ ÓÉÓÚÐýÞDūīaÆũÖļĘūĩÄĘĮÐÐÜĩÄÏāĶÎŧÖÃĢŽŌōīËÔÚß\ÐÐĮ°ŠÔÐĢÕýŌŧÏÂÐÐÜĩÄ―^ĶÎŧÖÃĄĢÎŌēÉČĄÔÚËŪÆ―·―ÏōÉÏ°ēŅbŌŧÐĢÕýÓÃ―Ó―üé_ęPĩÄ·―·ĻĢŽŨÐÐÜÔÚé_Ęžß\ÐÐĮ°ÏČģŊÄģ·―ÏōČĨÕŌÐĢÕý―Ó―üé_ęPĢŽČôÔÚ3 ÃëįČÎīÅöĩ―ÐĢÕý―Ó―üé_ęPĢŽŧōÅöĩ―ÁËOÏÞé_ęPĢŽūÍŨÐÐÜģŊÁíŌŧ·―ÏōČĨÕŌĄĢÖŧŌŠÅöĩ―ÐĢÕý―Ó―üé_ęPĢŽūÍ°ŅÐýÞDūīaÆũÓĩÆũÖÃéÄģŌŧī_ĮÐÖĩĢŽÐÐÜĩÄÎŧÖÃūÍÐĢÕýÁËĄĢÔÚŌÔšóĩÄß\ÐÐÖÐĢŽÐÐÜÃŋīÎ―ß^ÔÐĢÕý―Ó―üé_ęPĢŽÐÐÜÎŧÖÃķžþąŧÔŲīÎÐĢÕýĢŽß@ÓŋÉŌÔÏûģý·eĀÛÕ`ēîĄĢ
ĄĄĄĄ ŌÔĮ°Ōŧ°ãĩÄëåŨÔÓūŋØÖÆÏĩ―yÍųÍų]ÓÐāëŧÖÍđĶÄÜĢŽÔÚëåÉúŪaūđĪŨũÖÐČįđûÓöĩ―ÍŧČŧāëĢŽÍųÍų―YđûšÜĀÞÎĄĢžīĘđšÜŋėÓÖíëÁËĢŽĩŦÓÉÓÚŋīēŧģöĘĮÔÚÄÄŌŧē―ÍĢÏÂíĩÄĢŽÖŧÄÜÄî^íß^ĢŽÔėģÉŌŅ―ÔÚåĩÄđĪžþóUĄĢĀûÓÃPLC ĩÄʧëąĢīæđĶÄÜĢŽÎŌß@Ïĩ―yūßÓÐāëÓĢŽíëŧÖÍĩÄđĶÄÜĄĢéŽFÔđĶÄÜĢŽŠÔÕûĀíŌŧÏÂËųÓÃĩ―ĩÄžÄīæÎÔŠĢŽ·ÖéŌŠÓšÍēŧŌŠÓĩÄķþēŋ·ÖĄĢÏóSTL îBĄĒß\ÐÐÄĢĘ―ĄĒß\ÐÐ îBĩČķžĘĮŌŠÓĩÄĢŽķøÓÃŨũÓŨũąíÖļáĩÄŨÖ·žÄīæÆũVĄĒZ oʧëąĢīæĢŽÐčŌŠÓÃÆäËûÓÐʧëąĢīæĩÄžÄīæÆũŨũéÓģÏóšóäĄĢŌŧ°ãĩÄÅRrÎÔŠķžēŧÐčŌŠĘ§ëąĢīæĢŽÃŋīÎRUN ĩÄršōķžģõĘžŧŊß@ÐĐÎÔŠĄĢīËÍâߊŨĒŌâĩÄĘĮĢŽąMđÜíëšóŋÉŌÔĀ^ĀmēÅĩÄđĪŨũĢŽĩŦíëšóŨÔÓß\ÐÐÆðíŌēĘĮÓÐÎĢëUĩÄĄĢąūÏĩ―yĘĮß@ÓĖĀíĩÄĢšŪRUNĩÄršōzēéŌŧÏÂĢŽČôÔÏČĘĮÔÚß\ÐÐ îBÏÂāëĢŽtÁîÏĩ―yĖÓÚšÍĢ îBĢŽĩČīýēŲŨũÕßÍĻß^ēŲ
ĄĄĄĄŨũÃæ°å°īÏÂĄ°ß\ÐÐĄąæIšóēÅĀ^ĀmđĪŨũĄĢČįđûāërÕýÔÚŨöËŪÆ―ß\ÓĢŽtŌōPLC ŌŅ―ʧëĢŽķøÐÐÜĩÄÓÉÓÚTÐÔČÔÓÐß\ÓĢŽÔėģÉPLC ÓĩÄÐÐÜÎŧÖÚÍëHÎŧÖÃēŧ·ûĢŽÔÚÖØÐÂß\ÐÐrŠÔŨÔÓÐĢÕýĄĢ
ĄĄĄĄ
ĄĄĄĄ3.5 ÍĻÓ
ĄĄĄĄ FX2N-PLC ĖáđĐÁËąČÝ^ÁžšÃĩÄÍĻÓCÖÆĢŽÖŧŌŠÔÚÖũCÉÏUÕđŌŧKRS232 ÍĻÓÄĢK(FX2N-232BD)žīŋÉĄĢFX2N-PLC ĩÄŠÓÃÖļÁîÖÐÓÐÍęÉÆĩÄīŪÐÐÍĻÓÖļÁîĢŽŋÉŌÔ·―ąãĩØĘđÓÃĄĢ
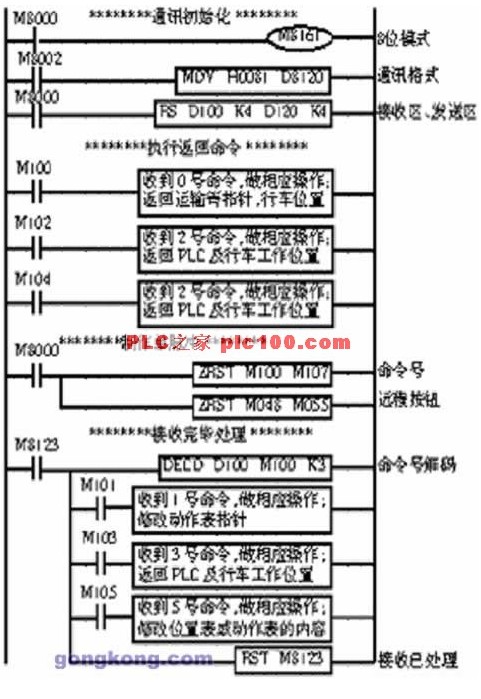
ĄĄĄĄ ÔÚąūÏĩ―yÖÐĢŽÉÏÎŧCÖũÓ°lËÍÍĻÓīŪĢŽPLC ―ÓĘÕĩ―ÍĻÓīŪĢŽļųþÍĻÓīŪÖÐĩÄÃüÁîĖĢŽŨũģöÏāŠĩÄÓŨũĢŽ ĒŌD5ĄĢÉÏÎŧCŋÉŌÔŨPLC ·ĩŧØŧōÐÞļÄŪĮ°ĩÄđĪŨũ îBĄĒ·ĩŧØŧōÐÞļÄÓŨũąíÖÐĩÄÓŨũŨÖĩČĢŽÖŧŌŠūÖÆÏāŠĩÄÜžþĢŽÉÏÎŧCūÍŋÉŌÔąOŌĄĒŋØÖÆŨÔÓūĩÄß\ÐÐĄĢ
ĄĄĄĄ
ĄĄĄĄ4 ŋØÖÆÃæ°å
ĄĄĄĄ ģĢŌĩÄŋØÖÆÃæ°åÓÉ°īâoĄĒÜąPĄĒé_ęPĄĒÖļĘūôĄĒĩīađÜ―MģÉĢŽÎŌß@īÎĘđÓÃÁËČýÁâđŦËūĩÄF940GOT ČËC―įÃæĢŽËüĘĮŌŧ§Ó|ÃþÆÁĩÄēĘÉŦŌšū§ï@ĘūÆũĢŽŋÉŌÔŨÔÓÉēžÖÃļũ·Nï@ĘūĄĒŋØÖÆÆũžþĢŽČį°īâoĄĒæIąPĄĒé_ęPĄĒÖļĘūôĄĒÎÄŨÖĄĒĩīađÜĄĒDÆŽĄĒßMķČlĩČĢŽČĄīúÁËËųÓÐĩÄģĢŌ
ĄĄĄĄÃæ°åÔŠžþĄĢß@ēŧHīóīóđĘĄÁËPLC ŋÉŲFĩÄÝČëÝģöücĢŽķøĮŌūßÓÐÍâÓ^зfĄĒÐÅÏĒÁŋīóĄĒĘđÓ÷―ąãĄĒÐÞļÄė`ŧîĩČĖØücĄĢÔÚŠÓÃÖÐßŋÉŌÔĘđÓÃķāÆÁŪÃæĢŽ°Ņļũ·Nï@ĘūĄĒŋØÖÆŌŠĮó°īđĶÄÜ·ÖģÉķāŪÃæĢŽÏāŪÓÚķāÐĄŋØÖÆÃæ°åĢŽÔŲÓÃŌŧ·âÃæŪÃæØØĮÐQĄĢ
ĄĄĄĄ D6 ĘĮąūÏĩ―yŋØÖÆÃæ°åÖÐĩÄÖũŋØŪÃæĢŽūßÓÐß\ÐÐÄĢĘ―(Îē―ĄĒÎČĶĄĒßBĀm)ĩÄÔOķĻšÍï@ĘūĢŧß\ÐÐ îB(ß\ÐÐĄĒšÍĢĄĒÍĢÖđ)ĩÄÔOķĻšÍï@ĘūĢŧđĪË(ÓŨũąí)ßxņĢŧÐÐÜÓŨũĩÄï@ĘūĢŧĘÖÓŋØÖÆĢŧŪĮ°ÐÐÜÎŧÖÃĩÄĩŨÖšÍDÐÎï@ĘūĢŧķĻÎŧÕ`ēîĩÄï@ĘūĢŧÓŨũē―ĩÄï@ĘūšÍÐÞļÄĢŧŪĮ°ÓŨũŨÖĩÄï@ĘūĢŧÓŨũąíĩÄēéÔï@ĘūĩČĄĢ
ĄĄĄĄ
ĄĄĄĄ5 ―YĘøÕZ
ĄĄĄĄ ÓÉÓÚÔëåŨÔÓūģä·Öé_°lÁËFX2N-PLC ĩÄķā·NÏČßMđĶÄÜĢŽēĒēÉÓÃÁËÝ^ķāĩÄÏČßMŋØÖÆĘÖķΞ°ÐÂÐÍĩÄŋØÖÆÆũžþĢŽĘđÕûÏĩ―yūßÓÐÝ^ÁžĩÄÐÔÄÜĄĢ―ß^ŌŧÄęķāĩÄëHß\ÐÐĢŽŨCÃũÔÏĩ―yĘĮģÉđĶĩÄĄĢÓÉīËÎŌŋīĩ―ĢŽÓÉÓÚPLC ūßÓÐÔSķāŪĩÄÐÔÄÜĢŽēĒĮŌđĶÄÜŌēČÕŌæīóĢŽÖŧŌŠÉîČë
ĄĄĄĄĀí―âß@ÐĐPLC ĩÄÔĀíĢŽžÓķþīÎé_°lĢŽūÍŋÉŌÔÔÚļüķāĩÄîIÓō°l]PLC ĩÄŨũÓÃĄĢ
 ÉÏŌŧlĢš―ņÄęŋŅbCČÝÁŋĒß_9.5|Į§Íß ŧðëŅbCąČÖØŧō―ĩ1%
ÉÏŌŧlĢš―ņÄęŋŅbCČÝÁŋĒß_9.5|Į§Íß ŧðëŅbCąČÖØŧō―ĩ1% ÏÂŌŧlĢššÍĀûrLKÔÚËŪëÐÐIŠÓÃÓÖĖížŅŋ
ÏÂŌŧlĢššÍĀûrLKÔÚËŪëÐÐIŠÓÃÓÖĖížŅŋ